视觉点胶机的应用越来越广泛,从饰品加工到工业电子用品,要完成高效率、高精准的点胶加工工作,就离不开视觉点胶机。这源于视觉点胶机的秒拍视觉定位,可以快速识别整个加工台面上的所有加工产品,开展髙速点胶工作,精准控制出胶量。那么,视觉点胶机是如何控制出胶量的呢? 一般造成出胶量预期效果的难点有以下几点: 1、呼吸系统的标准气压不够,使出胶量控制预期效果不明显; 2、出现漏滴和出胶量过小的情况; 3、点胶针筒二次运用造成点胶针堵塞难点; 4、点胶工艺的控制。 要解决难点1,可以从标准气压度下手,将气压控制在适当范围,不能过高或过低,否则很容易造成出胶量较差的情况,气压罐不稳定才出现标准气压不足的难点,要对进气压表进行调节到约11到14psi,呼吸系统压力应在能符合的出胶量控制当中。 出现漏滴和出胶量过小的情况,很有可能是胶水的浓度值不够,导致强力胶在点胶时顺着针筒往下滴,此时应提高机械泵回吸功效,使点胶阀内部相对于外界大气压强形成一定的气体压强差,从而使点胶阀关闭维持出胶量控制,便于提升出胶量的控制。此外,还应定期对点胶机进行保养工作。 要解决难点3点胶针阀堵塞,最简单有效的方式就是及时清洗点胶阀。 而点胶工艺的控制,则需要配合视觉点胶系统软件来完成。 旗众智能专注于视觉点胶控制系统的研发。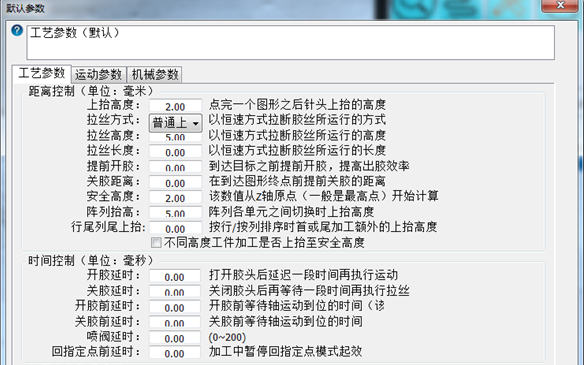

 公司简介
公司简介 企业文化
企业文化 发展历程
发展历程 公司风采
公司风采 公司荣誉
公司荣誉 公司新闻
公司新闻 产品资讯
产品资讯 行业新闻
行业新闻 视觉点胶控制系统
视觉点胶控制系统 手机辅料贴附系统
手机辅料贴附系统 高性能运动控制卡
高性能运动控制卡 总线型软件运动控制器
总线型软件运动控制器 辅助产品
辅助产品 点胶行业
点胶行业 电子行业
电子行业 机械行业
机械行业 自动化流水线
自动化流水线 工业机器人
工业机器人 销售网络
销售网络 应用支持
应用支持 售后服务
售后服务 下载中心
下载中心